31/05/2002
El moldeo por inyección de plásticos es un proceso industrial de alta precisión que permite transformar materia prima en productos acabados en un solo paso, siendo ideal para la fabricación de piezas de gran consumo con geometrías complejas. El éxito de este proceso depende de un control riguroso sobre un gran número de variables. Entre ellas, una de las más críticas y a menudo subestimada es el contenido de humedad en el polímero. Un nivel de humedad inadecuado puede ser la causa raíz de una cascada de defectos que comprometen la calidad estética, dimensional y mecánica de la pieza final, generando importantes pérdidas económicas. En este artículo, exploraremos en profundidad el proceso de inyección, el impacto devastador de la humedad y cómo se aborda su determinación.
El Proceso de Inyección: Una Danza de Precisión
Para comprender el impacto de la humedad, primero debemos entender el proceso de inyección. Este se desarrolla en un ciclo repetitivo y automatizable que garantiza la reproducibilidad y calidad de las piezas. Cada ciclo se compone de varias etapas fundamentales:
Etapas del Ciclo de Inyección
- Cierre del molde: El ciclo comienza cuando las dos mitades del molde se unen y la máquina aplica una fuerza de cierre para mantenerlo herméticamente sellado contra la alta presión que se ejercerá durante la inyección.
- Inyección: Esta etapa se divide en dos fases. Primero, la fase de llenado, donde el husillo avanza e inyecta el plástico fundido a alta presión y velocidad para llenar entre el 90% y el 99% de la cavidad del molde. Segundo, la fase de mantenimiento, donde se aplica una presión sostenida (segunda presión) para compensar la contracción del material a medida que se enfría y solidifica, garantizando la compactación y las dimensiones finales de la pieza.
- Plastificación y Enfriamiento: Mientras la pieza se enfría dentro del molde, el husillo comienza a girar y retroceder, tomando nueva granza de la tolva y fundiéndola para preparar la dosis para el siguiente ciclo. El enfriamiento es crucial y a menudo la fase más larga del ciclo, determinando en gran medida la productividad.
- Apertura y Expulsión: Una vez que la pieza ha alcanzado una rigidez suficiente, el molde se abre y un sistema de expulsores empuja la pieza fuera de la cavidad, dejando todo listo para iniciar un nuevo ciclo.
La Humedad: El Enemigo Silencioso del Plástico
Muchos polímeros termoplásticos, como las poliamidas (PA), el policarbonato (PC) o el ABS, son higroscópicos, lo que significa que tienen la capacidad de absorber humedad del ambiente. Cuando esta granza húmeda se introduce en el cilindro de inyección y se calienta a altas temperaturas (a menudo por encima de los 200°C), el agua atrapada se convierte en vapor de forma explosiva. Este vapor genera una serie de problemas graves:
- Degradación Hidrolítica: El vapor de agua puede romper las cadenas moleculares del polímero, un proceso conocido como hidrólisis. Esto reduce la viscosidad del material y, lo que es más importante, degrada permanentemente sus propiedades mecánicas, haciendo que la pieza final sea frágil y poco resistente.
- Defectos Superficiales: El gas atrapado intenta escapar del material fundido, manifestándose en la superficie de la pieza como ráfagas plateadas, estrías, burbujas o vacíos internos.
- Inconsistencia en el Proceso: La presencia de humedad altera la fluidez del material, provocando variaciones en el llenado del molde, fluctuaciones en el peso de las piezas y una falta general de reproducibilidad en el proceso.
Por esta razón, el presecado del material es un paso ineludible para la mayoría de los plásticos de ingeniería. No controlar la humedad es una garantía de producir piezas defectuosas.
Identificando Defectos: Cuando la Humedad Deja su Huella
El proceso de inyección es complejo y los defectos pueden tener múltiples causas. Sin embargo, varios de ellos están directamente relacionados con un control deficiente de la humedad. A continuación, se detallan algunos de los defectos más comunes donde la humedad suele ser la principal sospechosa.
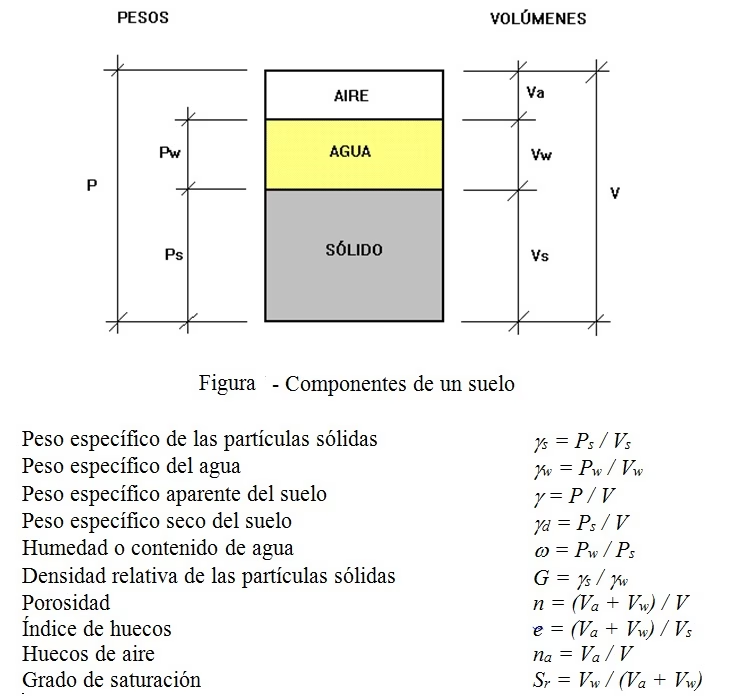
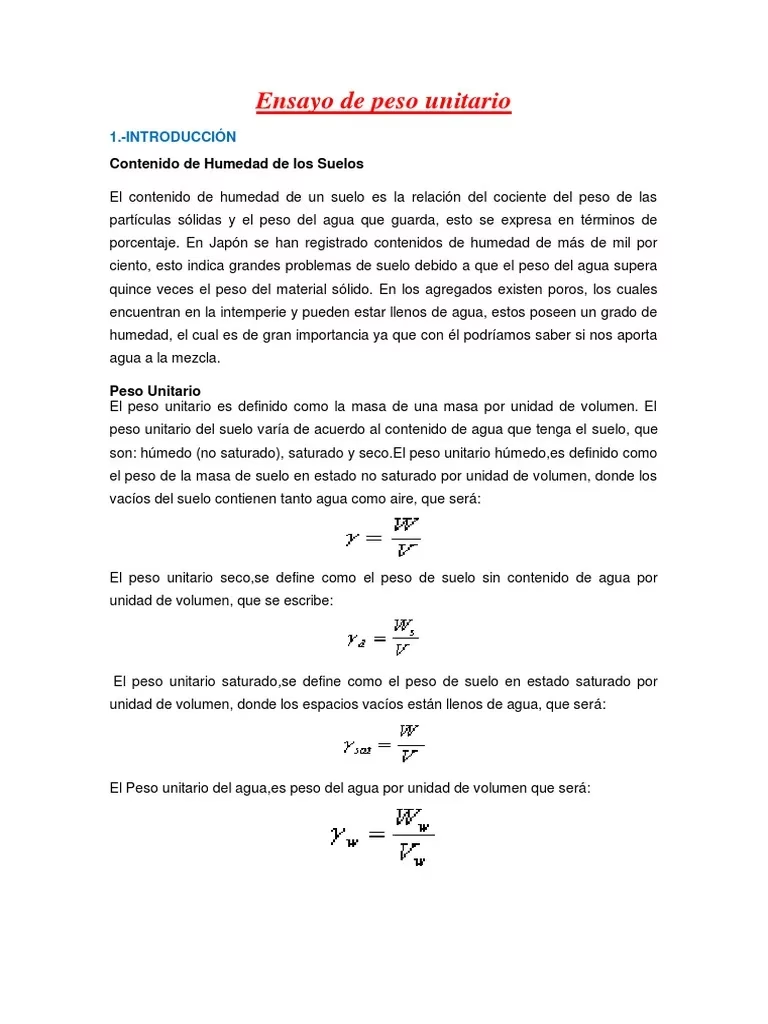
Dado que controlar la humedad es fundamental, medirla con precisión es el primer paso. Aunque existen diversas tecnologías para este fin, el método más fundamental y extendido es el de pérdida de peso (Loss on Drying - LoD). Este método no se detalla específicamente para plásticos en la información de origen, pero su principio, explicado para otras materias como el suelo, es universalmente aplicable y constituye la base de los analizadores de humedad. El procedimiento conceptual es el siguiente: La fórmula básica es: % Humedad = ((Peso Húmedo - Peso Seco) / Peso Húmedo) * 100 Realizar esta determinación antes de procesar un lote de material asegura que el presecado ha sido efectivo y que el polímero se encuentra dentro de las especificaciones del fabricante, previniendo así la aparición de los defectos mencionados. Porque muchos plásticos absorben humedad del ambiente. Al calentarse en la máquina de inyección, esta humedad se convierte en vapor, degradando el material (hidrólisis) y causando defectos estéticos y mecánicos graves en la pieza final, como ráfagas plateadas y fragilidad.Tabla Comparativa de Defectos Comunes
Defecto Descripción Visual Causas Probables (Relacionadas con Humedad y Otras) Estrías o Ráfagas Plateadas Marcas en forma de cola de cometa, de color plateado o parduzco, en la superficie de la pieza, a menudo siguiendo la dirección del flujo. Principalmente humedad en el material. También puede ser por degradación térmica (temperatura o tiempo de residencia excesivos) o aire atrapado. Delaminación (Pieles) La superficie de la pieza se desprende en finas capas, como si fueran escamas. Excesivo esfuerzo de cizalladura, incompatibilidad de materiales (contaminación), o humedad que debilita la cohesión del material. Rechupes y Vacuolas Hundimientos en la superficie (rechupes) o vacíos internos (vacuolas), comunes en zonas de mayor espesor. Presión de mantenimiento insuficiente, tiempo de mantenimiento corto, temperatura de molde o material muy alta. La humedad puede agravarlo al reducir la viscosidad y dificultar la compactación. Burbujas o Aire Atrapado Bolsas de gas visibles dentro de la pieza, especialmente en secciones transparentes. Humedad que se convierte en vapor. También puede ser por una mala ventilación del molde, una descompresión excesiva o un diseño deficiente de la pieza/molde. Fragilidad o Grietas La pieza se rompe con facilidad o presenta microgrietas, a menudo después de un tiempo de servicio. Degradación del material por hidrólisis (humedad), tensiones internas por sobrecompactación o enfriamiento no uniforme. Determinación de Humedad por Pérdida de Peso
Preguntas Frecuentes (FAQ)
¿Por qué es tan importante secar los plásticos antes de inyectarlos?
Métodos Directos: En estos métodos se requieren preparaciones limpias, sin partículas extrañas. Determinación del peso húmedo:El procedimiento consiste en tarar un tubo de centrífuga; se centrifuga el cultivo y se elimina el sobrenadante; se determina el peso del sedimento.
¿Qué son las "estrías por humedad" en una pieza plástica?
Son defectos superficiales que aparecen como líneas plateadas o vetas en la dirección del flujo del plástico. Se producen cuando el vapor de agua atrapado en el polímero fundido se expande y marca la superficie de la pieza al solidificarse.
¿Un tiempo de enfriamiento incorrecto puede causar defectos?
Sí. El tiempo de enfriamiento es una de las variables más críticas. Un tiempo demasiado corto puede hacer que la pieza sea expulsada sin la rigidez suficiente, causando deformaciones o marcas de expulsor. Un tiempo excesivamente largo reduce la productividad. El enfriamiento no uniforme es una causa principal de alabeo y tensiones internas.
¿Cómo puedo saber si un defecto es por humedad o por otra causa, como la temperatura?
A menudo es un proceso de diagnóstico. Un buen primer paso es verificar el material: realice una prueba de humedad en la granza que está usando. Si el nivel es alto, el secado es el problema. Si el material está seco, entonces se deben investigar otras variables del proceso, como la temperatura de fusión, la velocidad de inyección, las presiones o la temperatura del molde. Por ejemplo, temperaturas excesivamente altas también pueden causar ráfagas por degradación térmica, que visualmente son similares a las de humedad.
Conclusión
El moldeo por inyección es un equilibrio delicado entre material, molde y máquina. Mientras que variables como la presión y la temperatura son monitoreadas constantemente, el contenido de humedad del polímero es un prerrequisito fundamental que debe ser asegurado antes de que el ciclo siquiera comience. Ignorar la necesidad de un secado adecuado es invitar al fracaso, resultando en piezas de baja calidad, rechazos y pérdida de eficiencia. Entender el papel de la humedad y los métodos para su determinación, como el de pérdida de peso, es esencial para cualquier profesional que busque la excelencia y la consistencia en la producción de piezas plásticas.
Si quieres conocer otros artículos parecidos a Humedad en Plásticos: Clave del Moldeo por Inyección puedes visitar la categoría Ecología.