14/10/2009
El biodiesel se presenta como una de las alternativas más viables y estudiadas frente a los combustibles fósiles. Su naturaleza renovable y su menor impacto ambiental lo convierten en un pilar de la transición energética. Sin embargo, para que su adopción sea masiva y compita económicamente con el diésel tradicional, su proceso de producción debe ser altamente eficiente. La optimización no es solo una opción, sino una necesidad para garantizar su viabilidad. En este artículo, desglosaremos las estrategias y tecnologías clave que se emplean para mejorar cada etapa de la obtención de biodiesel, desde la selección de la materia prima hasta la purificación final del producto.
¿Qué es el Biodiesel y por qué es Crucial Optimizarlo?
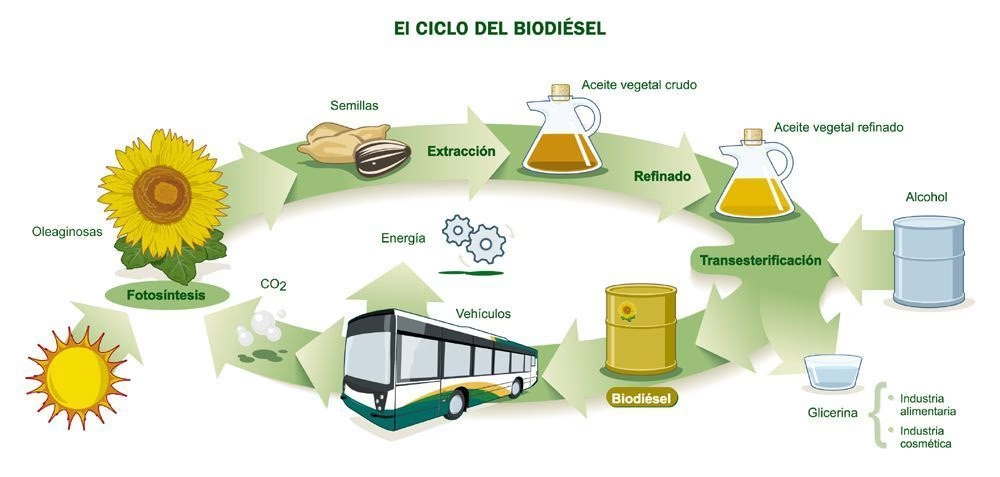
El biodiesel es un biocombustible sintético líquido que se obtiene a partir de lípidos naturales, como aceites vegetales o grasas animales. El proceso químico más común para su producción es la transesterificación. En esta reacción, un aceite o grasa (triglicérido) reacciona con un alcohol de cadena corta (generalmente metanol) en presencia de un catalizador para producir ésteres metílicos de ácidos grasos (el biodiesel) y un subproducto llamado glicerol.
La optimización de este proceso busca alcanzar varios objetivos simultáneamente:
- Maximizar el rendimiento: Obtener la mayor cantidad posible de biodiesel a partir de una cantidad dada de materia prima.
- Reducir los costos: Disminuir el gasto en materias primas, energía y catalizadores para hacerlo económicamente competitivo.
- Mejorar la calidad: Asegurar que el biodiesel cumpla con los estándares internacionales (como ASTM D6751 o EN 14214) para su uso en motores diésel.
- Minimizar el impacto ambiental: Reducir la generación de residuos, el consumo de agua y energía, y utilizar materias primas más sostenibles.
Pilares Fundamentales en la Optimización del Proceso
La mejora del proceso de obtención de biodiesel se aborda desde múltiples frentes, atacando las ineficiencias en cada una de sus etapas críticas.
1. La Elección Estratégica de las Materias Primas
La materia prima puede representar hasta el 75-85% del costo total de producción del biodiesel, por lo que su elección es el primer y más importante punto de optimización. Las materias primas se clasifican generalmente en generaciones:
- Primera generación: Aceites vegetales comestibles como el de soja, colza, girasol o palma. Su principal desventaja es la competencia directa con la producción de alimentos, lo que genera debates éticos y fluctuaciones de precios.
- Segunda generación: Aceites no comestibles, grasas animales y aceites de cocina usados (ACU). Son más baratos y sostenibles, pero a menudo contienen altas concentraciones de ácidos grasos libres (AGL) y otras impurezas, lo que requiere un pre-tratamiento más complejo.
- Tercera generación: Aceites derivados de microalgas. Tienen un rendimiento por hectárea muy superior a los cultivos tradicionales y no compiten por tierras agrícolas, pero la tecnología para su cultivo y extracción a gran escala aún está en desarrollo y es costosa.
La optimización aquí consiste en migrar hacia materias primas de segunda y tercera generación y desarrollar procesos de pre-tratamiento eficientes para manejar sus impurezas sin incrementar drásticamente los costos.
2. Pre-tratamiento: La Preparación es Clave
Los aceites crudos, especialmente los de segunda generación, no pueden entrar directamente al reactor de transesterificación. Contienen agua y ácidos grasos libres (AGL) que interfieren con la reacción, especialmente cuando se usan catalizadores alcalinos. Un alto contenido de AGL reacciona con el catalizador para formar jabón, lo que reduce el rendimiento de biodiesel y dificulta la separación del glicerol. La optimización en esta fase implica:
- Esterificación ácida: Un proceso previo donde los AGL se convierten en biodiesel usando un catalizador ácido. Esto reduce la acidez del aceite antes de la transesterificación principal.
- Técnicas de secado eficientes: Para eliminar el contenido de agua sin un consumo energético excesivo.
3. El Corazón del Proceso: La Reacción de Transesterificación
Aquí es donde se produce la magia química, y varios parámetros deben ser finamente ajustados:
- Tipo de Catalizador: La elección del catalizador es fundamental. Cada tipo tiene sus ventajas y desventajas, y la tendencia es moverse hacia opciones más robustas y reutilizables. Los catalizadores heterogéneos (sólidos) son una de las áreas de investigación más activas, ya que simplifican enormemente la purificación.
- Relación Molar Alcohol/Aceite: La reacción requiere estequiométricamente 3 moles de alcohol por cada mol de aceite. Sin embargo, en la práctica se usa un exceso de alcohol (comúnmente una relación 6:1) para desplazar el equilibrio hacia la formación de productos y maximizar la conversión. Optimizar esta relación es un balance entre asegurar una alta conversión y minimizar el costo y la energía necesarios para recuperar el alcohol no reaccionado.
- Temperatura y Tiempo de Reacción: Aumentar la temperatura acelera la reacción, pero un exceso puede evaporar el metanol (cuyo punto de ebullición es de ~65°C) o causar reacciones secundarias no deseadas. El objetivo es encontrar la combinación óptima de temperatura y tiempo que maximice la conversión con el mínimo consumo de energía.
- Agitación: El aceite y el metanol no son miscibles. Una agitación vigorosa es necesaria para crear una emulsión y maximizar el contacto entre los reactivos y el catalizador, acelerando así la transferencia de masa y la velocidad de la reacción.
4. Purificación y Valorización de Subproductos
Una vez completada la reacción, tenemos una mezcla de biodiesel, glicerol, exceso de metanol y restos de catalizador. La optimización en esta fase se centra en dos áreas:
- Métodos de Purificación: El lavado tradicional con agua (lavado húmedo) para eliminar impurezas es efectivo pero genera grandes volúmenes de aguas residuales contaminadas. La optimización se dirige hacia tecnologías de "lavado en seco" que utilizan adsorbentes como silicatos de magnesio o resinas de intercambio iónico. Estas tecnologías eliminan las impurezas sin usar agua, simplificando el proceso y reduciendo drásticamente el impacto ambiental.
- Valorización del Glicerol: El glicerol es el principal subproducto (aproximadamente un 10% en volumen). En lugar de tratarlo como un residuo, se puede purificar y vender para su uso en las industrias farmacéutica, cosmética o alimentaria. Incluso se puede transformar químicamente en productos de mayor valor como el 1,3-propanodiol, ácido succínico o como aditivo para combustibles, convirtiendo un costo de gestión de residuos en una fuente de ingresos adicional.
Tabla Comparativa de Catalizadores para Transesterificación
| Tipo de Catalizador | Ventajas | Desventajas |
|---|---|---|
| Homogéneo Alcalino (NaOH, KOH) | Rápido, barato, alta conversión a bajas temperaturas. | Sensible al agua y AGL (forma jabón), no reutilizable, requiere lavado con agua. |
| Homogéneo Ácido (H₂SO₄) | Tolera agua y AGL (ideal para pre-tratamiento). | Reacción mucho más lenta, corrosivo, requiere neutralización. |
| Heterogéneo (Sólido) | Reutilizable, fácil de separar, no produce jabón, purificación más simple (lavado en seco). | Más caro inicialmente, puede ser menos activo que los homogéneos, susceptible a envenenamiento. |
| Enzimático (Lipasas) | Muy específico, condiciones de reacción suaves, tolera AGL y agua, no produce jabón, glicerol de alta pureza. | Muy caro, reacción muy lenta, vida útil limitada de la enzima. |
Preguntas Frecuentes (FAQ) sobre la Optimización del Biodiesel
¿Cuál es el avance más prometedor en la producción de biodiesel?
El desarrollo de catalizadores heterogéneos robustos y de bajo costo es uno de los campos más prometedores. Estos catalizadores simplifican drásticamente el proceso de purificación, reducen los residuos y permiten la operación en reactores de flujo continuo, lo que aumenta la eficiencia general. Además, la integración de la producción de biodiesel en biorrefinerías, donde cada subproducto se valoriza, es clave para la viabilidad económica a largo plazo.
¿Por qué es tan importante el pre-tratamiento del aceite?
El pre-tratamiento es fundamental porque los catalizadores más eficientes y económicos (los alcalinos) son extremadamente sensibles a las impurezas como el agua y los ácidos grasos libres (AGL). Sin un pre-tratamiento adecuado para reducir estos contaminantes, la reacción de transesterificación sería ineficiente, se formaría una gran cantidad de jabón que complicaría la separación, y el rendimiento final de biodiesel sería muy bajo. Es una inversión inicial que garantiza la eficiencia del proceso principal.
¿La optimización puede hacer que el biodiesel sea más ecológico?
Absolutamente. La optimización no solo se trata de economía. Al cambiar a materias primas no comestibles, se elimina el debate "alimento vs. combustible". Al usar tecnologías como el lavado en seco, se reduce a cero el consumo de agua en la etapa de purificación. Al mejorar la eficiencia energética del proceso, se reduce la huella de carbono total. Y al valorizar el glicerol, se evita que un subproducto se convierta en un residuo. Cada paso de la optimización contribuye a un perfil más sostenible del biocombustible.
Si quieres conocer otros artículos parecidos a Optimización del Biodiesel: Claves del Proceso puedes visitar la categoría Ecología.